

Material fabricado con un porcentaje que oscila entre el 15 y el 70% de polipropileno reciclado posconsumo incorporado a resinas vírgenes.
Material fabricado con polietileno y polipropileno 100% reciclado procedente de residuos sólidos urbanos. Se utiliza en la producción de extrusiones utilizadas en la creación de diseños urbanos.

Material plástico de base biológica y compostable industrialmente que utiliza resinas poliméricas derivadas del almidón, elaboradas a partir de caña de azúcar y remolacha cultivadas de forma responsable, reforzadas con fibras de cáñamo industrial.

Material compuesto por una mezcla de polipropileno con fibras de cáñamo industrial de granjas.

Material biocompuesto obtenido a partir de polipropileno reciclado post-industrial y reforzado con fibras de cáñamo industrial.

Baldosa compuesta por gres porcelánico reciclado, utilizadas para acabados exteriores. Es un material duradero y fácil de mantener, resistente, antiderrapante.

Baldosa con gres porcelánico reciclado, es un material reciclable utilizado para pisos y revestimientos en interiores.

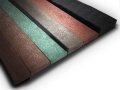
Los papeles decorativos de la superficie impregnados con resinas melamínicas están comprimidos sobre hojas centrales de papel Kraft que están impregnadas con resina fenólica. Estas resinas se unen aplicando una presión mayor a las 1000 libras por pulgada cuadrada y a temperaturas cercanas a los 300°F (149°C). Las láminas ya terminadas se cortan y los respaldos se lijan para facilitar la adhesión.
Para evitar rupturas por estrés, no use cortes rectangulares dentro de la esquinas. Todas las esquinas internas deben tener un radio mínimo de 1/8” (3.175mm) y todos los bordes deben ser cortados y perfilados con router. Haga hoyos sobredimensionados para tornillos y pernos. Tornillo o pernos debe estar ligeramente avellanados en el lado de la cara del substrato a revestir. Debe cuidar que existe la aclimatación adecuada entre el laminado y el substrato antes de unirse. Los laminados frontal y posterior y el substrato deben ser condicionados a la misma temperatura por lo menos 48 horas antes de la fabricación. La temperatura de acondicionamiento recomendada es 75°F (24°C). Los laminados deben ser acondicionados a una humedad relativa de 45% a 55%.
Los papeles decorativos de la superficie impregnados con resinas melamínicas están comprimidos sobre hojas centrales de papel Kraft que están impregnadas con resina fenólica. Estas resinas se unen aplicando una presión mayor a las 1000 libras por pulgada cuadrada y a temperaturas cercanas a los 300°F (149°C). Las láminas ya terminadas se cortan y los respaldos se lijan para facilitar la adhesión.

Los papeles decorativos de la superficie impregnados con resinas melamínicas están comprimidos sobre hojas centrales de papel Kraft que están impregnadas con resina fenólica. Estas resinas se unen aplicando una presión mayor a las 1000 libras por pulgada cuadrada y a temperaturas cercanas a los 300°F (149°C). Las láminas ya terminadas se cortan y los respaldos se lijan para facilitar la adhesión.
Los papeles decorativos de la superficie impregnados con resinas melamínicas están comprimidos sobre hojas centrales de papel Kraft que están impregnadas con resina fenólica. Estas resinas se unen aplicando una presión mayor a las 1000 libras por pulgada cuadrada y a temperaturas cercanas a los 300°F (149°C). Las láminas ya terminadas se cortan y los respaldos se lijan para facilitar la adhesión.

Los papeles decorativos de la superficie impregnados con resinas melamínicas están comprimidos sobre hojas centrales de papel Kraft que están impregnadas con resina fenólica. Estas resinas se unen aplicando una presión mayor a las 1000 libras por pulgada cuadrada y a temperaturas cercanas a los 300°F (149°C). Las láminas ya terminadas se cortan y los respaldos se lijan para facilitar la adhesión.